















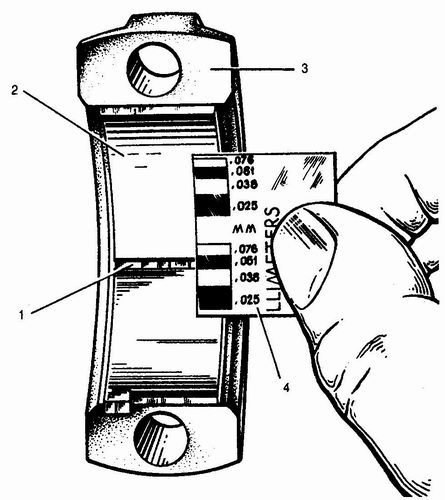
 1 - сплющенная калиброванная пластмассовая проволока; 2 - вкладыш; 3 - крышка шатуна; 4 - шкала для измерения зазора |
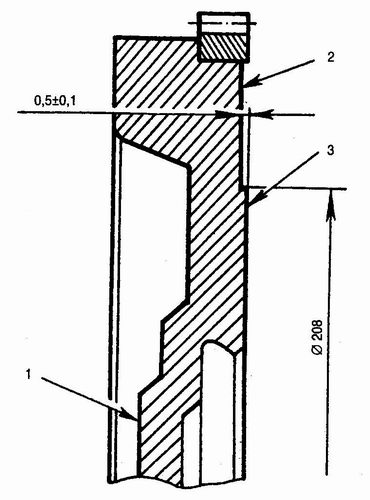 1 - поверхность, прилегающая к фланцу коленчатого вала; 2 - место проверки поверхности для крепления сцепления; 3 - место проверки биения опорной поверхности ведомого диска сцепления |